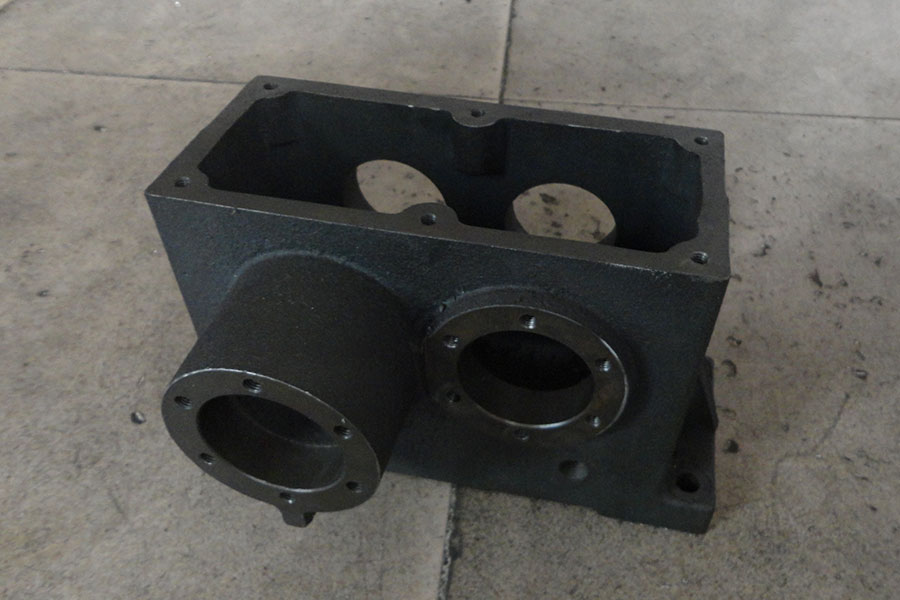
ねずみ鋳鉄製品砂型鋳造工程そしてCNC加工。
ねずみ鋳鉄は、それが形成する骨折の灰色にちなんで名付けられました。ねずみ鋳鉄は、内燃エンジンのシリンダー ブロック、ポンプ ハウジング、バルブ ボディ、電気ボックス、カウンター ウェイト、装飾鋳物など、コンポーネントの剛性が引張強度よりも重要なハウジングに使用されます。ねずみ鋳鉄の高い熱伝導率と特定のヘッド容量は、鋳鉄製調理器具やディスク ブレーキ ローターの製造に利用されることがよくあります。
グラファイト微細構造を得るための典型的な化学組成は、重量で2.5から4.0%の炭素および1から3%のケイ素である。グラファイトは、ねずみ鋳鉄の体積の 6 ~ 10% を占める場合があります。シリコンは鋳鉄のグラファイト安定化元素であるため、白い鋳鉄とは対照的にねずみ鋳鉄を作るのに重要です。つまり、合金が炭化鉄の代わりにグラファイトを生成するのに役立ちます。シリコンが 3% の場合、鉄と化学的に結合して保持される炭素はほとんどありません。
グラファイトは、立体的なフレークの形をしています。研磨された表面が顕微鏡で観察されるように、二次元では、グラファイト フレークは細い線として表示されます。フレークの先端は、既存のノッチとして機能します。したがって、もろいです。グラファイト フレークの存在により、ねずみ鋳鉄はグラファイト フレーク全体に容易に亀裂が入る傾向があるため、機械加工が容易になります。ねずみ鋳鉄は減衰能力も非常に優れているため、主に工作機械の取り付けのベースとして使用されます。
ねずみ鋳鉄の機械的性質 | |||||||
| DIN EN 1561 に準拠した品目 | 測定 | 単位 | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| 抗張力 | Rm | MPA | 150~250 | 200~300 | 250~350 | 300~400 | 350-450 |
| 0.1% 耐力 | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| 伸び強さ | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| 圧縮強度 | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0.1% 圧縮強度 | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| 曲げ強度 | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| シュイフスパニング | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| せん断応力 | TTB | MPa | 170 | 230 | 290 | 345 | 400 |
| 弾性率 | E | GPa | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| ポアソン数 | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| ブリネル硬さ | HB | 160 – 190 | 180~220 | 190~230 | 200~240 | 210~250 | |
| 延性 | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| 張力と圧力の変化 | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| 破壊力 | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| 密度 | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
砂型鋳造では、生砂 (湿った砂) または乾燥した砂を使用して成形システムを形成します。グリーン サンド キャスティングは、歴史上使用されてきたオールデス キャスティング プロセスです。型を作るとき、中空のキャビティを形成するために、木または金属で作られたパターンを作成する必要があります。次に、溶融金属をキャビティに流し込み、冷却および凝固後に鋳物を形成します。砂型鋳造は、金型開発とユニット鋳造部品の両方で、他の鋳造プロセスよりも安価です。サンドキャスティングは、常にグリーンサンドキャスティングを意味します(特別な説明がない場合)。しかし、今日では、他の鋳造プロセスでも砂を使用して型を作ります。などの独自の名前があります。シェルモールド鋳造、フラン樹脂コーティングサンドキャスティング(ノーベークタイプ)、ロストフォームキャスティングそして真空鋳造。
RMC Foundry の砂型鋳造能力 | ||
| 説明 | 手作業による成形 | 自動機による成形 |
| 鋳物の最大サイズ | 1,500mm×1000mm×500mm | 1,000mm×800mm×500mm |
| 鋳造重量範囲 | 0.5kg~1,000kg | 0.5kg~500kg |
| 年間生産能力 | 5,000トン~6,000トン | 8,000トン~10,000トン |
| 鋳造公差 | ご要望に応じて、または標準 (ISO8062-2013 または GB/T 6414-1999) | |
| 成形材料 | グリーンサンド、レジンコートサンド | |
| 金属および合金の鋳造 | ねずみ鋳鉄、ダクタイル鋳鉄、鋳鋼、ステンレス鋼、Al 合金、黄銅、青銅など。 | |
砂型鋳造の利点:
- ✔ 安価でリサイクル可能な金型材料とシンプルな生産設備による低コスト。
- ✔ 0.10 kg から 500 kg またはそれ以上の幅広い単位重量。
- ✔ 単純型から複合型まで多彩な構造。
- ✔ さまざまな数量の生産要件に適しています。
サンドキャスティングが達成する公差:
鋳造公差は、寸法鋳造公差 (DCT) と幾何学的鋳造公差 (GCT) に分けられます。必要な公差について特別なご要望がある場合は、当社のファウンドリーにご相談ください。以下は、当社の生砂型鋳造、シェルモールド型鋳造、ノンベーク フラン樹脂砂型鋳造の一般公差等級です。
- ✔ グリーンサンドキャスティングによるDCTグレード: CTG10 ~ CTG13
- ✔ シェルモールドキャスティングまたはフランレジンサンドキャスティングによる DCT グレード: CTG8 ~ CTG12
- ✔ グリーンサンドキャスティングによるGCTグレード: CTG6 ~ CTG8
- ✔ シェルモールドキャスティングまたはフランレジンサンドキャスティングによるGCTグレード: CTG4 ~ CTG7
砂型鋳造プロセス用の金属および合金グレード | |
| 金属と合金 | 人気グレード |
| ねずみ鋳鉄 | GG10~GG40;GJL-100 ~ GJL-350; |
| ダクタイル(結節)鋳鉄 | GGG40 ~ GGG80;GJS-400-18、GJS-40-15、GJS-450-10、GJS-500-7、GJS-600-3、GJS-700-2、GJS-800-2 |
| オーステンパー ダクタイル鋳鉄 (ADI) | EN-GJS-800-8、EN-GJS-1000-5、EN-GJS-1200-2 |
| 炭素鋼 | C20、C25、C30、C45 |
| 合金鋼 | 20Mn、45Mn、ZG20Cr、40Cr、20Mn5、16CrMo4、42CrMo、 40CrV、20CrNiMo、GCr15、9Mn2V |
| ステンレス鋼 | フェライト系ステンレス鋼、マルテンサイト系ステンレス鋼、オーステナイト系ステンレス鋼、析出硬化系ステンレス鋼、二相ステンレス鋼 |
| アルミニウム合金 | ASTM A356、ASTM A413、ASTM A360 |
| 黄銅・銅系合金 | C21000、C23000、C27000、C34500、C37710、C86500、C87600、C87400、C87800、C52100、C51100 |
| 標準: ASTM、SAE、AISI、GOST、DIN、EN、ISO、GB | |